上海碳板切割价格






- 面议
- 2025-03-22 03:36:25
- 钢材切割
- 小俞 15961890232
- 无锡市佳商特经贸有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
钢板切割,请给我们钢板切割的图纸,我们会把切割好的钢板件送到你的车间.10~30mm钢板切割用2号割嘴.40~80mm钢板切割用5号割嘴,90mm-200mm钢板切割用6号割嘴.200~300mm钢板切割7号割嘴.钢板切割外形尺寸误差5~15mm.厚度大余40mm钢板切割的垂直度为5-10mm误差,以上为多年从事钢板火焰数控切割的总结经验,请更具实际情况放好余量,以免钢板切割后工件加工尺寸不够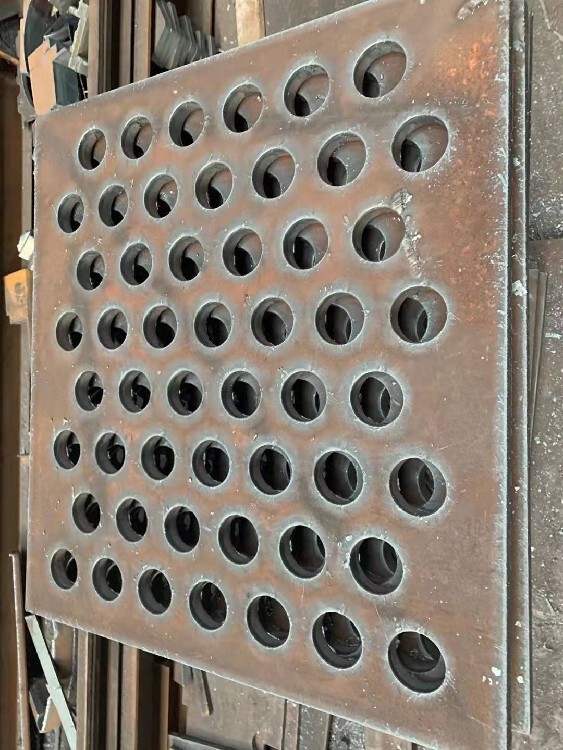
我公司为钢板切割客户服务。
钢板切割方面:我司先对钢板进行校平(800吨油压校平机),其次再把钢板吊上数控切割机的割床, 校水平然后焊死,后开始切割。切割45#钢当室温低于10℃时,切割前加热切割后保温;切割内孔时, 机械钻孔,再在钻孔起火切割。一切为了质量。
物流运输方面:依托宁靖盐高速和江苏沿海高速,把我司和处在胶东半岛的您联系在10小时经济圈中, 实现钢板切割件运输的夕发朝至。
胶东半岛厂家有钢板切割需求的,只需要提供切割图纸,预付部分定金后,我公司安排切割后,物流配 送到厂,验收合格后付款。
、进一步掌握数控火焰切割机的操作规程
(1)根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度。
(2)切割应从边缘开始。尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动火焰切割机
(3)在钢板上切割不同尺寸的工件时,应先切割小件,后割大件。
下料工件的尺寸误差是指下料工件的实际尺寸与理论尺寸的差异。引起尺寸误差的原因是多方面的,主要是以下几个方面:
1.氧气的纯度是产生尺寸误差原因。氧气的纯度是影响切割质量的重要因素,氧气纯度低,不但切割速度大为降低、切割面粗糙、切口下缘粘渣,而且氧气消耗量增加,导致成本增加。
2.支承钢板的工作平台与数控切割机纵横向导轨面的平行度误差。由于支承钢板的工作平台在上料和成活后卸料时经常受撞击磕碰,使支承钢板的工作平台表面容易形成与切割机纵横向导轨面不平行,会造成割嘴与钢板之间距离的变动,而引起下料工件尺寸上的误差。
3.钢板表面与割嘴的垂直度误差。钢板表面与割嘴的垂直度误差是工件尺寸误差产生的主要根源。这是因为当割嘴不垂直于钢板时,就会导致形成的切割面为斜面,这样工件正反两面尺寸不一样,存在误差。
NM400系列耐磨钢板是使用在机械部件耐磨部位常用的一种合金钢板,NM400是高q度耐磨钢板。NM400具有相当高的机械q度;其机械性能是普通低合金钢板的3倍到5倍;可显著提高机械相关部件的磨损耐性;因此提高机械的使用寿命;降低生产成本.该产品表面硬度通常达到360~450HB。用于矿山及各种工程机械用耐磨易损件加工和制造等适用的结构钢板。
NM400是耐磨钢板的一种。NM—表示耐磨用途的“耐”和“磨”字汉语拼音s位字母 400是布氏硬度值HB值。(400硬度值是广义的,国产NM400硬度值范围360-420。)
舞钢NM400实物图片
舞钢NM400实物图片
NM400耐磨钢板广泛应用于工程机械、矿山机械、煤矿机械、环保机械、冶金机械等产品零部件。挖掘机、装载机、推土机铲斗板、刃板、侧刃板、dp。破碎机衬板、叶片。
耐磨钢板交货状态分为:调质(即淬火加回火)
切割方法:钢板在切割小型部件时,焊q和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。软化风险的办法是冷切割,例如水射流切割。若使用热切割,则有限选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。
水下切割方法:限制和降低软化区范围的方法,在切割过程中使用水来楞伽钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:
切割热影响区小;
防止整个工件的硬度降低;
减少切割工件变形;
我公司以格为广大用户提供质的钢板,铁板,另外可以提供钢板切割业务,可切割材质有Q235B,Q345BS45C 等,宽度4000款,可切割350mm特厚钢板诚信,
欢迎来人考察,具体规格以及价格以电话询价为准!江浙沪以外客户,请先传真图纸或下料尺寸,我们会以书面方式回复报价,价格确认后,
可以来我公司洽谈具体操作步骤,定金到账后,100吨以内产品两日内基本可以交货,我公司有数控切割床三台,图形尺寸比较复杂的请客户带好CAD下料图,
钢板割好后客户有车辆的可以自行提货,长三角以外的我公司提供配载业务,运费客户自理,我公司db运输负责钢板运输安全,长三角以内发货后通常隔日到货,
- 钢材切割
- 热轧薄板
- 小俞



