宣武切割沙钢中板





- 面议
- 2024-05-12 15:19:45
- 江苏
- B级
- 沙钢中板
- 小俞 15961890232
- 无锡市佳商特经贸有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
沙钢宽厚钢板,钢板,钢板板面平整无锈,无开裂,内在经过探伤,符合国标三级标准,无气孔夹渣,两头切交货,无锡市城南路商专线新库自行提货。 无锡钢板销售商,是无锡地区大的中厚板销售代理商,公司现货规格全,,采购无忧,无锡中厚板,佳商特!无锡40中厚板,无锡中厚板,无锡钢板,无锡钢板销售 无锡佳商特经贸有限公司可以为客户加工切割沙钢特宽特厚钢板,益成特厚钢板材料,公司有数控数台,厚可切割200mm以上钢板,材质有q235b q345b 45#钢等 可以根据板幅割一刀,或者直接切割成客户所需要图形,成品精度高,切口光滑整齐,j加工余量小,是各大机械厂采购省事省料省钱的佳选择!客户只需提供下料图纸,预付一部分定金后,我公司物流直接配送到厂,为您节约大量资金,以及宝贵时间!欢迎新老客户来电洽谈订购! 无锡中厚板-佳商特 中厚板-无锡佳商特无锡佳商特无锡地区中厚板批发商,代理商,资源充足,规格,可切割零售,整板销售,价格低于其他经销商,服务周到,物流配送及时,售后服务完善,公司承诺绝不以二级钢板充钢板卖,切实保护消费者的利益。杜绝弄虚作假行为,在无锡中厚板市场走诚信服务,的经营之路!
沙钢集团宽厚板生产线自04年投产以来,视质量为生命,对沙钢宽厚板出厂进行严格的检验检查,杜绝钢板表面以及内在的瑕疵,所有钢板一律进行出厂前的机械性能冲击,
冷弯实验,以及探伤实验,沙钢板出厂销售一律无开裂,无夹渣,无气孔,无板面不平等现象,确保钢板质量,赢得广大客户的赞誉!无锡佳商特经贸有限公司作为沙钢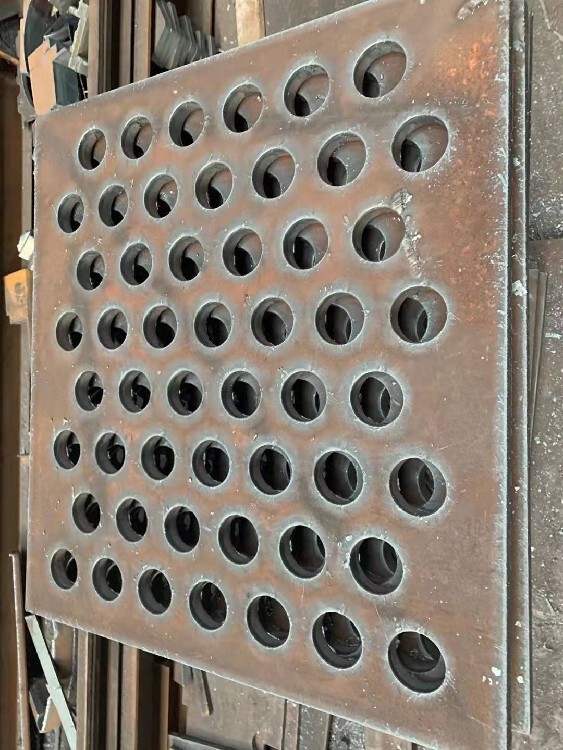
Q235B,Q345B,45#钢: 60-65mm×1500-3500×6000-13000 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢: 70-75mm×1500-3500×6000-13000 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢: 80-85mm×1500-3500×6000-13000 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢: 90-95mm×1500-3500×6000-13000 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢:100-110mm×2200-2500×6000-13000 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢:120-130mm×2200-2500×6000-13000 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢:140-150mm×2200-2500×6000-13000 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢:160-170mm×2200-2500×6000-7500 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢:180-190mm×2200-2500×6000-7500 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢:200-210mm×2200-2500×6000-7500 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢:220-230mm×1500-2500×6000-8000 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
Q235B,Q345B,45#钢:240-250mm×1500-2500×6000-8000 提供钢板切割,钢板加工、钢板零割、碳板切割下料配送
钢板数控切割加工件主要用于机床、工程机械、矿山机械、船舶、大中型变压器、大中型电机、锅炉、冶金机械、重型汽车、重型机械、模具等制造类企业,钢铁材料是众多企业消耗的主要原材料,可根据用户需要提供钢板数控加工成品以及钢板数控切割半成品。实现从产品图纸,钢板采购,钢板切割,钢板加工,钢板运输配送一站式服务,从而大限度的为客户节省人力物力,实现其原材料零库存和减少资金积压与减少设备的投入。
Q235B 沙钢 32*2200*12500四切理计
Q235B 唐钢 32*2500*12000两切磅
Q235B 恒润 35*2000*L四毛磅
Q235B 恒润 35*2200*L四毛磅
Q235B 唐钢 35*2200*12000两切磅
Q235B 沙钢 35*2200*L两切磅
Q235B 唐钢 35*2500*12000两切磅
Q235B 沙钢 35*2500*12500四切理计
Q235B 恒润 36*2000*L四毛磅
Q235B 恒润 36*2200*L四毛磅
Q235B 恒润 40*2000*L四毛磅
特厚碳板零割120*2000*9400 45#
特厚碳板零割125*1950*8700 45#
特厚碳板零割130*2200*7900 45#
特厚碳板零割135*1950*8100 45#
特厚碳板零割140*1900*7100 45#
特厚碳板零割145*1950*7000 45#
特厚碳板零割150*2200*6900 45#
特厚碳板零割155*2000*7200 45#
特厚碳板零割180*2000*6500 45#
特厚碳板零割190*2000*6100 45#
特厚碳板零割195*2000*5900 45#
特厚碳板零割200*2000*5800 45#
特厚碳板零割205*2000*5700 45#
特厚碳板零割210*2000*5600 45#
特厚碳板零割215*2000*5400 45#
特厚碳板零割220*2000*5300 45#
特厚碳板零割230*2000*5500 45#对外提供j沙钢卷板开平,钢板切割以及钢板外协加工各种机械零部件。钢板切割圆盘法兰、钢板切割圆环、钢板下料方块。以及钢板数控切割复杂的异型件、仿 形件。
钢板切割及钢板切割成品主要用于各种机械设备制造,模具制造、大型钢结构、重工企业、电力设备及船泊设备。我公司可根据客户提供的产品图纸,进行钢板切割及钢板深加工。
1)根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度。
(2)切割应从边缘开始。尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动火焰切割机
(3)在钢板上切割不同尺寸的工件时,应先切割小件,后割大件。
钢板切割粗、深加工,拥有半自动火焰切割机、数控全自动切割机、等设备数台。
公司实力雄厚,库存各大钢厂宽厚板万余吨,具有品种规格全、价格优、质量好等
公司始终坚持,用户上,市场双赢的原则,建设企业,创造财富,造福员工,回报社会。品质源自,实力见证品质。务实、开拓进取、合作共赢、追求。公
司在致力于经济发展的同时,借助的办公设施、完善的售后服务、良好的员工素质、积j的市场导向及一站式的销售理念为你的采购提供物所值的服务,为广大用户提供一
个良好的合作氛围。Q235B 沙钢 60*2200*L两切磅
Q235B 文丰 60*2500*L两切磅
Q235B 鞍钢 60*2500*L四毛磅
Q235B 沙钢 60*2600*L两切磅
Q235B 鞍钢 60*2800*5500三毛磅
Q235B 鞍钢 60*3000*L四毛磅
Q235B 鞍钢 60*3000*4300三毛磅
Q235B 宝钢 65*2000*L四毛磅
Q235B 文丰 65*2200*L两切磅
Q235B 宝钢 65*2200*L四毛磅
1)选择合适的板材规格
抽油机零件形式繁多、形状不规则、面积较大,所以给数控切割排料计算时带来的工作难度加大。以8mm厚的钢板为例,使用8mm钢板用于W6和W7型抽油机的驴头侧板,其零件形状呈梭形,尺寸是2700mm×698mm(长×宽),现在使用两种不同规格的钢板进行对照:钢板规格:2200mm×7200mm×8mm,驴头侧板下料数量:6个。钢板规格:2200mm×8200mm×8mm驴头侧板下料数量8个。可见若能根据实际切割排列方式购买合适规格板材将减少很多不必要的浪费。
(2)钢板的质量
在库房保管员验收时,发现钢板已经生锈或已经变形弯曲的情况下,禁止钢板入库。弯曲变形的钢板会加大切割难度,容易造成切割质量差,并且切割完毕后需要大锤敲打校形,影响产品外观并增加制作工时,耽误生产进度。若钢板发生锈蚀,则在切割过程中,很容易出现断线、切割面不平等现象。
切割效率一直被忽视,但它却是生产的重中之重。效率的高低直接影响到钢材利用率和切割质量。随着市场竞争的加剧和钢材价格的上涨,传统的切割已经不能满足大批量高的切割要求。应该对数控切割提出更科学的方法,来满足生产需求。
(1)套料切割
传统的切割方式已经不能满足目前我厂的生产现状,对于数量多而复杂并且形状极不规则的零件。但是通过计算机辅助技术实现整板套料和借边套料,提高钢板利用率,有效避免局部套料和局部切割产生的大量边角料,对剩余钢材进行重复套料和使用,使得钢板利用率大幅提高。
(2)借边切割
借边切割是节省切割耗材有效的方法。我厂直线边的零件还是挺多的,如抽油机游梁的侧板、顶板和底板,底座筒体的侧板等。使用计算机编程技术,合理的运用借边切割方法, 仅一次穿孔,就完成多个零件的连续切割,提高了生产效率的同时,也为我厂创下的经济效益。
刚开始使用数控火焰切割机时,由于不熟悉操作情况,将穿孔起点的距离为10-15mm,后随着使用时间的变长,我们发现将穿孔起点到需要切割的零件之间的距离定为割嘴的直径到半径就可以,一般为3-4mm即可。这样操作可以减少穿孔和预热时间以及降低氧气的使用量。
, 刚开始使用数控火焰切割机时,由于不熟悉操作情况,将穿孔起点的距离为10-15mm,后随着使用时间的变长,我们发现将穿孔起点到需要切割的零件之间的距离定为割嘴的直径到半径就可以,一般为3-4mm即可。这样操作可以减少穿孔和预热时间以及降低氧气的使用量。
- 沙钢中板
- 板材/卷材
- 小俞
- 江苏
- B级
- 耐磨


